
許多難加工材料應用廣泛,其中難加工材料,如不銹鋼中Cr和Ni含量較高,Cr雖能提高不銹鋼的強度和韌性,但增加了不銹鋼與刀具的粘結傾向;Ni可起到穩定組織的作用,但組織塑性大,容易引起加工硬化,採用鎢鈷類硬質合金刀具進行加工,但加工效果並不十分理想。
碧威不銹鋼專用切削刀具是以最新金屬陶瓷材料製作而成,針對成分內含鎳18%以上的難切削材而開發,擁有更好的抗折強度及濕式切削,加工時有更優越的耐損性和穩定性,在加工不銹鋼切削壽命更是鎢鋼刀具5倍以上且在切削表面具有優異的表現。
金屬陶瓷材質刀具切削特性:
- 濕式切削加工時,能具有穩定的切削性能(耐熱衝擊性的提昇)
- 較優越於以往奈米鎢鋼材料種類的耐損性和耐摩耗性
金屬陶瓷材質刀具切削特性:
- 切削刃有再磨自銳效應
- 化學性能穩定性
- 刀片上無浸潤效應
- 刀具其他部分材料向切削轉移可以忽略不計等也是其優點
- Co用作金屬粘結物,取代了Ni與Co混合物,無污染
- 更高的加工安全性
- 應用領域更廣闊
- 保持表面光潔度與精度的能力更強
- 斷續加工能力加強
不同材質刀具之切削測試:
切削方式:不加油、水、切削液(乾式切削)及常溫下切削等條件
| 切削材料 | 不銹鋼 |
| 材料尺寸 | 100*100mm |
| 主軸轉速 | 5000 |
| 進給速率 | 600 |
| 切削總長 | 850mm |
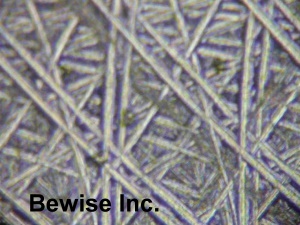
2刃平銑刀/HSS Co 8%-HSS刀具切削刀痕金相圖

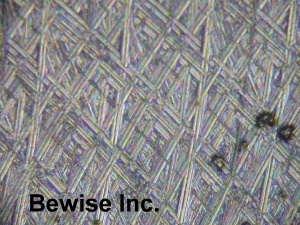
4刃圓鼻銑刀/奈米鎢鋼-鎢鋼刀具切削刀痕金相圖
4刃平銑刀/極細超微粒鎢鋼-鎢鋼刀具切削刀痕金相圖
4刃圓鼻銑刀/超微粒鎢鋼-鎢鋼刀具切削刀痕金相圖

金屬陶瓷材質刀具之切削測試:
切削方式:不加油、水、切削液(乾式切削)及常溫下切削等條件
刀具規格:直徑8mm/R0.5/刃長20mm/全長60mm/螺旋角35度
| 切削材料 | 不銹鋼 |
| 材料尺寸 | 100*100mm |
| 主軸轉速 | 5000 |
| 進給速率 | 600 |
| 切削總長 | 3400mm |
金屬陶瓷刀具切削後初期刀痕金相圖
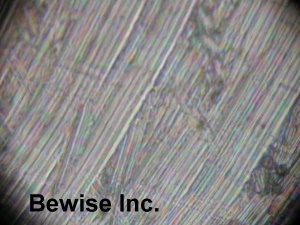
金屬陶瓷刀具切削後期刀痕金相圖

金屬陶瓷刀具介紹測試報告
沒有留言:
張貼留言