Bewise Inc. www.tool-tool.com Reference source from the internet.
Q1 | 熱間圧延油にはどのような性能が求められ,そのために一般的にどのような添加剤が用いられますか。また,その効果や今後の動向についても教えて下さい。 |
Q2 | 熱間圧延油の使用方法や管理技術について教えて下さい。 |
Q3 | 最近の熱間圧延油の動向について教えて下さい。 |
Q1 熱間圧延油にはどのような性能が求められ,そのために一般的にどのような添加剤が用いられますか。また,その効果や今後の動向についても教えて下さい。
1.熱間圧延油に求められる性能
熱間圧延油に求められる性能として,特に鋼に関しては下記の6点が考えられます。
(1)ロールへの付着性・吸着性が優れること
熱間圧延の場合,通常,ウォーターインジェクション法(塗布直前に熱間圧延油とキャリアー水をオリフィスで強制分散させロールに塗布)にてロールに付着 させます。多量の冷却水がかかっており,水切り装置や塗布装置の工夫で付着効率を上げていますが,油剤へも高付着性・吸着性が要求されます。
(2)熱安定性に優れ高温油膜保持性が良好なこと
上記の方法でロールに塗布→付着させた油膜が高温の被圧延材とロールバイト内で接触し,接触時間が短時間とはいえ,十分な作用効果を示すためには熱安定性に優れることが要求されます。
(3)付着油膜が高熱間潤滑性を有すること
付着油膜が高潤滑性を有し,熱間圧延時の摩擦係数を下げることにより圧延荷重低減,消費電力低減を達成でき,極薄材・極低炭素鋼等の高圧下圧延や高R値 鋼板用高潤滑圧延も可能となります。また,ロール表面温度は材料からの熱伝達と加工熱と摩擦熱が影響しますが,摩擦熱低減によりロール温度上昇も抑制で き,ロール耐久性向上につながります。
(4)ロールの耐肌荒れ性に優れること
熱間粗圧延および仕上圧延前段では高温・高圧下および低速度のため,ロールは熱的損傷や黒皮生成→脱落・剥離を引き起こしバンディング等の肌荒れが生じ やすくなります。この黒皮は高温硬度が高く,熱間圧延では黒皮生成条件下にあるため,従来のアダマイトやハイクロムロールは積極的に生成させ,安定化させ ることで耐肌荒れ性を良好にさせていました。現在主流のハイスロールは,それ自体高温硬度が高く耐肌荒れ性良好で,黒皮の効果よりも黒皮剥離による肌荒れ を抑制するために黒皮生成抑制が必要とも言われています。この肌荒れは製品のスケール疵にもつながるため,ロール交換を余儀なくされます。ロール材質によ り対応も異なりますがロール原単位向上・圧延単位拡大のためにも,また,製品表面品質向上のためにも熱間圧延油によるロール肌荒れ抑制が要求されます。
(5)耐ロール摩耗性に優れること
熱間仕上圧延後段では黒皮生成も少なく,製品形状・表面品質への影響のため,摩耗管理が厳しく,特にニッケルグレンロールの原単位向上,圧延単位拡大に は耐ロール摩耗性向上が必要と考えます。熱間圧延油の潤滑効果による耐ロール摩耗性が要求されます。
(6)SUS鋼等圧延時の耐焼付き性に優れること
SUS鋼は普通鋼に比べ酸化スケール生成が少なく,ロールと被圧延材が金属接触しやすく,特に粗圧延および仕上圧延前段で焼付きやすいものです。この焼 付きはロールの肌荒れ・不均一摩耗を増大させ,製品疵を引き起こすため,焼付き防止が必要です。表面品質が重要なSUS鋼は当然ですが,普通鋼でも薄物高 圧下圧延では焼付き防止が要求されます。
2.熱間圧延に使用される添加剤
熱間圧延に使用している添加剤の種類および効用の概略は表1の通りです。各要求性能と各種添加剤の特性・効果を個々に示します。
| 表1 熱間圧延油に使用している添加剤の種類,構造および効用の概略
|
(1)ロールへの付着性
図1および図2に示すように,ポリマーの添加が最も付着性向上効果を示します。
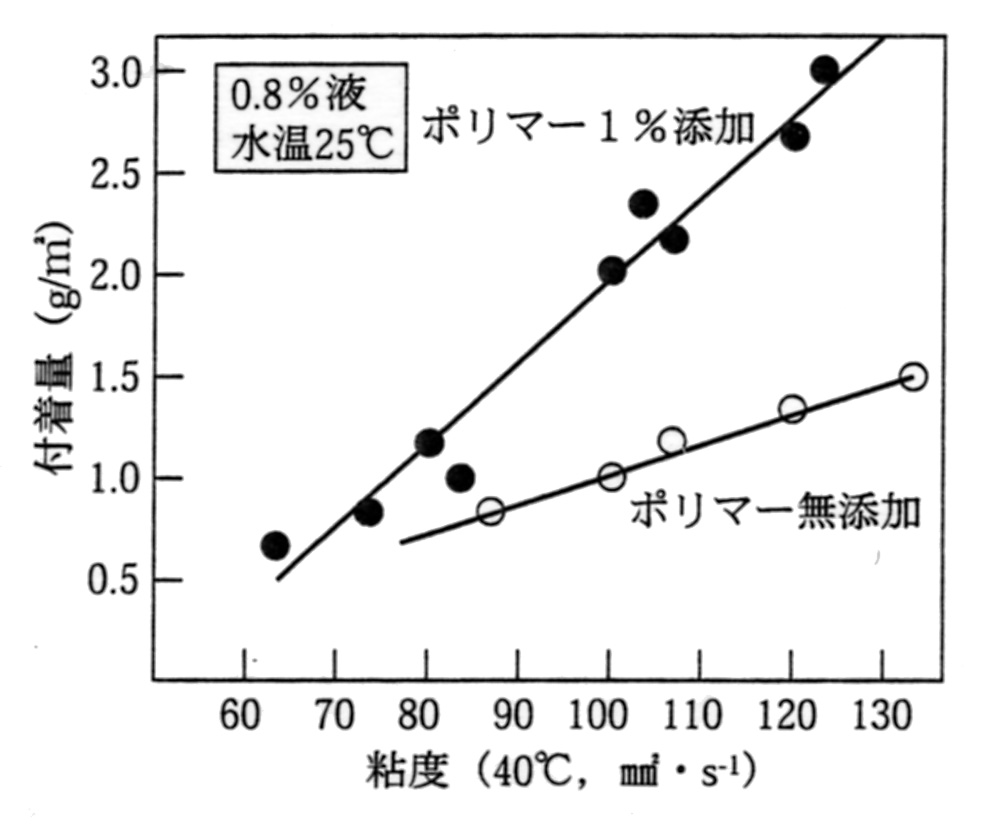 図1 粘度と付着量の関係 (ウォーターインジェクション法) | 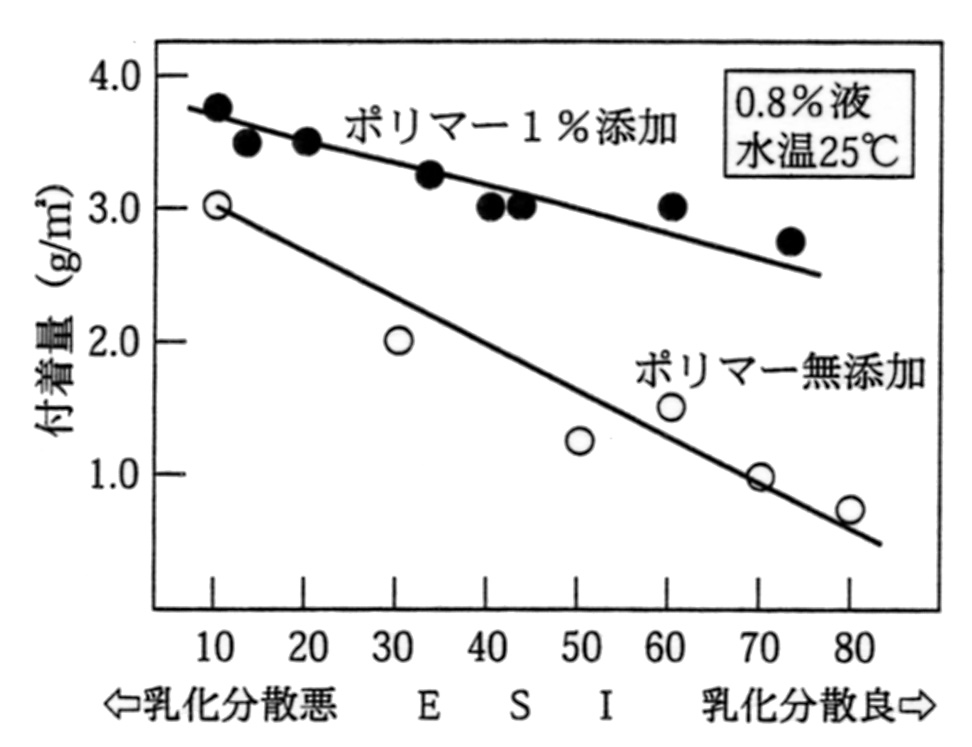 図2 ESIと付着量の関係 (ウォーターインジェクション法) |
高粘度鉱油等による粘度調整,また,抗乳化剤(乳化分散を悪くさせる添加剤)の適用等によるミキシング液の乳化分散性(ESI)の調整により高付着性が得られます。図1および図2のように粘度が高く,あるいは乳化分散性が悪い(ESIが低い)方が付着量大を示します。
(2)熱安定性に優れ高温油膜保持性良好なこと
表1に示すように,油脂・合成エステル・ワックス・石油酸化物や脂肪酸が熱安定性良好でロールバイト内で油膜として有効に作用します。また,固体潤滑剤および油溶性Ca化合物・油溶性ホウ素化合物はさらに高温でも残存して耐焼付き性向上効果を示します。
(3)付着油膜が高熱間潤滑性を有すること
(2)で示した熱安定性良好な有機系添加剤が低摩擦係数を示します。その中でダイマー酸や高粘度エステルがより高い効果を示 し,さらにP-C結合化合物や硫化エステルも低摩擦係数を示し,油溶性Ca化合物の中の塩基性オレイン酸Ca(超微粒子Ca化合物)が良好な熱間潤滑性を 示します。図3に弊社の熱間チムケン試験機の概略図・条件を示し,表2に測定した摩擦係数の結果を示します。
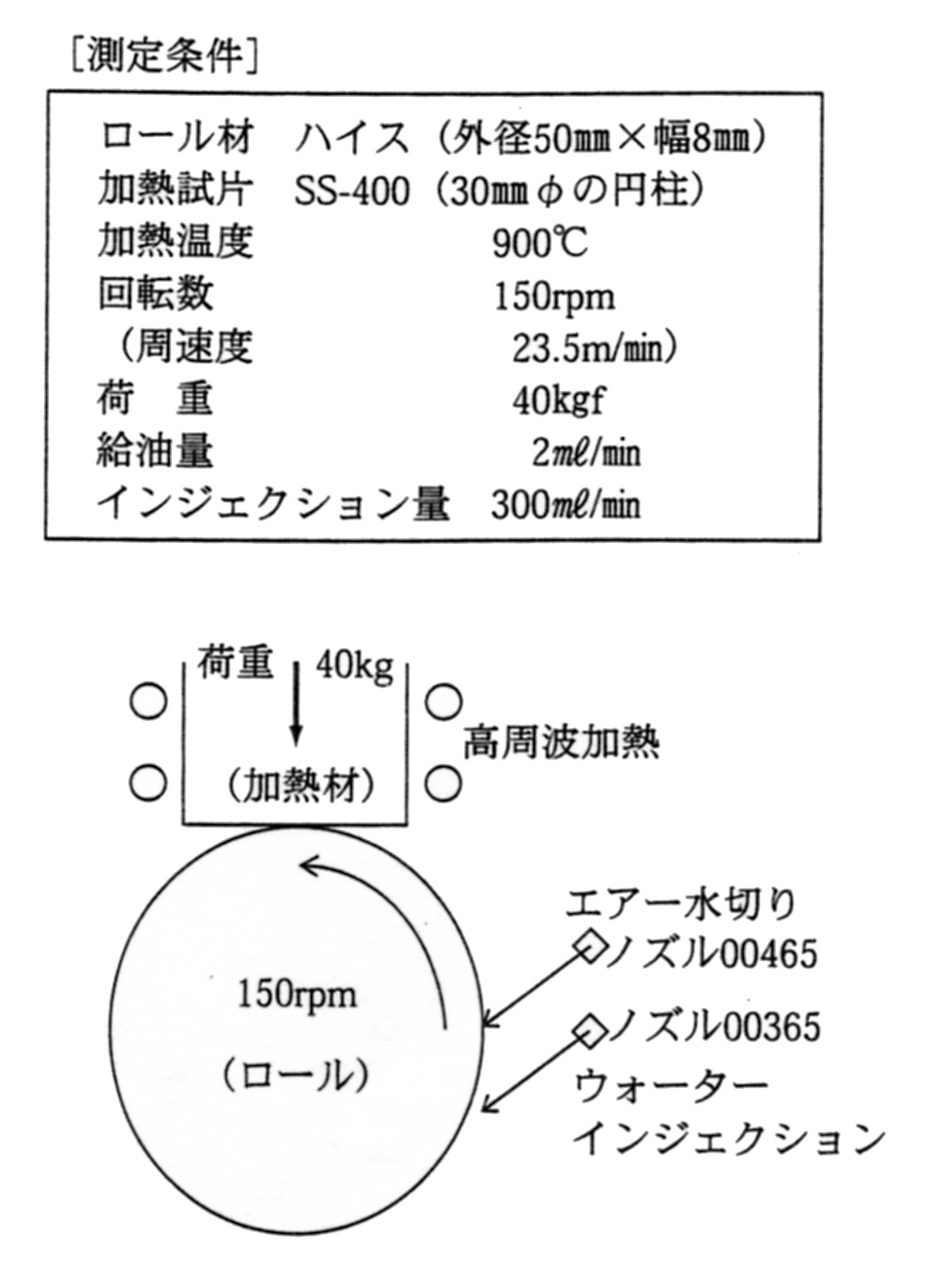 図3 熱間チムケン試験機の測定条件と概略図 |
表2 各添加剤の摩擦係数(熱間チムケン)
|
(4)ロールの耐肌荒れ性に優れること
第一に(3)の熱間潤滑効果を有する添加剤が挙げられます。これは潤滑効果により摩擦発熱が低下しロール表面温度上昇抑制とロール負荷軽減のため,局部 摩耗や熱亀裂やバンディング等のロール肌荒れを抑制するものと考えます。第二に黒皮制御効果を有する塩基性オレイン酸CaおよびCaスルホネート等の油溶 性Ca化合物や油溶性ホウ素化合物が挙げられます。熱間圧延(特に粗・仕上前段)では黒皮が生成する条件下にあり,従来のアダマイト・ハイクロムロールで は黒皮の安定化と剥離抑制のため,潤滑効果が主と考えていますが,現在多く適用されているハイスロールは黒皮生成→剥離抑制が耐肌荒れ性向上につながると 考えています。
(5) 耐ロール摩耗性に優れること
いずれの熱間圧延にも共通しますが,(3)の熱間潤滑効果を有する添加剤がロール摩耗量を低減します。
(6)SUS鋼等圧延時の耐焼付き性に優れること
表1に 示す固体潤滑剤そのものと固体潤滑剤的要素を持つ油溶性Ca化合物や有機金属塩が挙げられます。また,リン系極圧剤や硫化エステル等の硫化油も効果を示し ます。ただし,固体潤滑剤は粉体のまま適用するか,水あるいは油ベースに分散させて適用せねばならず特殊な塗布装置が必要となります。油溶性Ca化合物・ 有機金属塩・リン系極圧剤や硫化油は安定油状型としてウォーターインジェクション法での適用が可能であります。
3.今後の動向について
鋼板熱間圧延ではハイスロールが定着し,粗圧延にも適用化され始め,単位圧延量の増大,高圧下・高品質材圧延がなされ熱間圧延 油もそれに対応した性能が今まで以上に要求されます。ハイスロールの特性を助長するためにも黒皮制御(例えば粗圧延の黒皮によるスリップ防止や仕上前段肌 荒れ抑制)も必要と考えます。連続圧延やオフゲージロス縮小,生産性向上のためにも全長塗布が可能で高潤滑性が要求されると考えています。形鋼・管圧延の SUS材やデスケーリング材等の表面疵防止を目的として耐焼付き性の優れた熱間圧延油が求められ,また,広くロール原単位向上・製品品質向上のため,ビ レットから粗・仕上圧延・サイザーおよびレデューサ等にも目的に対応して適用され,また,検討されています。
Q2 熱間圧延油の使用方法や管理技術について教えて下さい。
4.使用方法について
一般的にはウォーターインジェクション法にてロールに塗布して使用します。図4に給油・塗布装置概略図を記します。
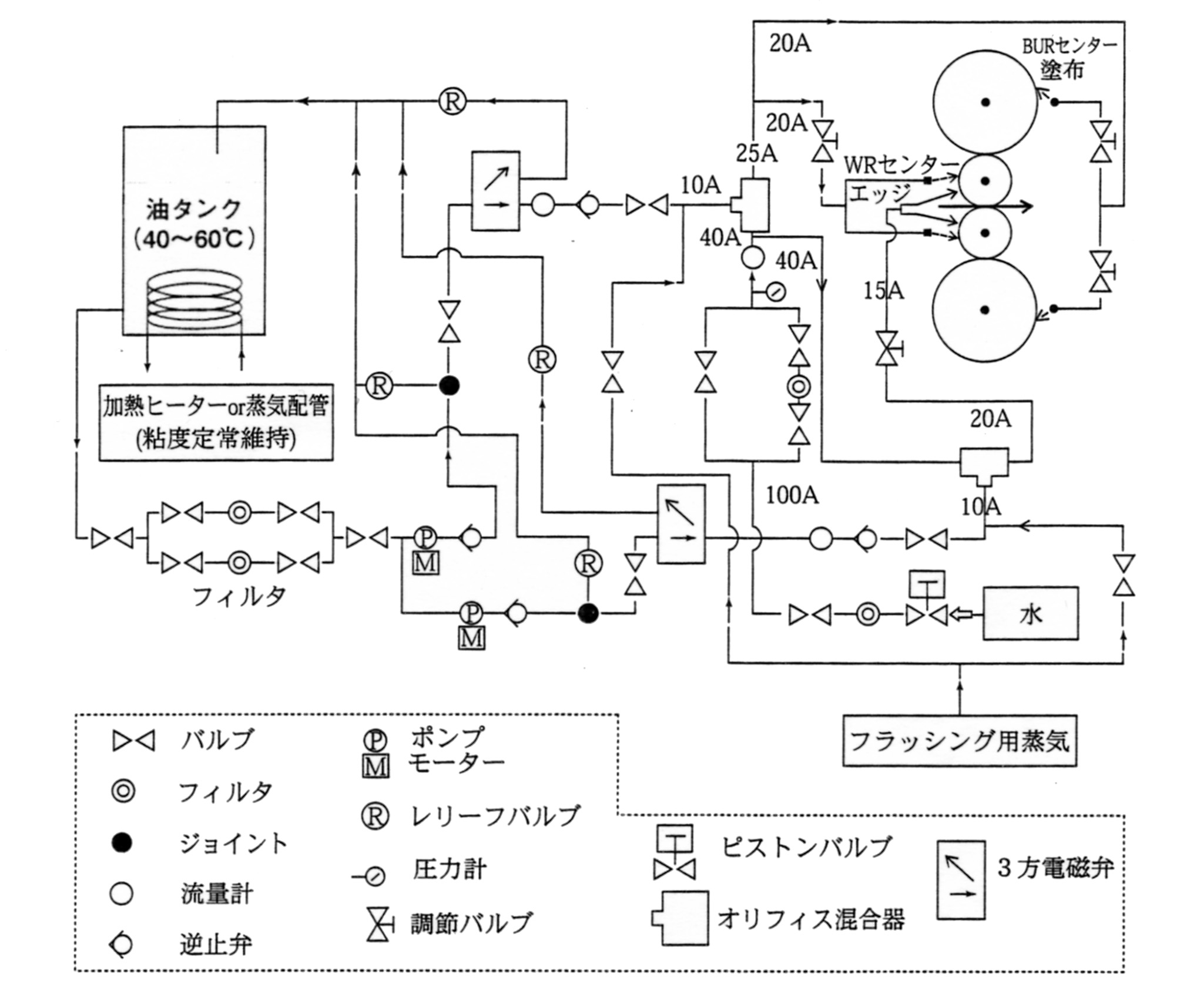 図4 ウォーターインジェクション塗布装置概略図(鋼板圧延塗布例) |
この装置はノズル・ヘッダー部のみ工夫すれば鋼板・形鋼および管圧延のいずれにも適用できます。各部の必要事項は以下の通りです。
(1)給油ポンプは高圧精密ギヤー・トロコイドポンプ等を用い,インバータ回転数制御により給油量を調整します。
(2)3方電磁弁にて常時熱間圧延油配管内を循環すること。⇒配管内滞留防止
(3)油タンク~オリフィスまでを保温すること。⇒粘度を定常保持・安定給油
(4)低硬度・蒸発残差の少ない水を使用すること。⇒ノズル詰まり防止
(5)油および使用水配管に40~80メッシュのツイン型ストレーナを設置し,ゴミや異物を各々の配管内に入らないように未然に除去すること。 ⇒ノズル詰まり防止
(6)オリフィス~ノズルまでの距離はできるだけ短くし,詰まり防止のため,蒸気洗浄配管を設置し常時は使用水を流すようにすること。 ⇒安定塗布
(7)ノズルは低圧用フラットまたはフルコーン型の適する番丁を使用し,最適部位に向けること。⇒塗布・付着効率向上
また,塗布方法(位置)と条件としては,
①鋼板の場合,ワークロールおよびバックアップロールの両方または一方のセンター部(必要に応じてエッジ部も)にフラットノズ ルにて幅方向一様に塗布すること。給油量は100~500mL/min/スタンド(濃度0.2~0.8%)で,SUS鋼等には必要に応じて給油量を上げる こと。
②形鋼・管の場合,焼付きや負荷がかかる部位が局所に偏る場合が多く,また,負荷大のため,高濃度(1~20%)のインジェクション液をフラットまたはフルコーン型ノズルにて必要部所に有効に塗布すること。
③熱間圧延では多量の冷却水をロールにかけていますが,インジェクション液塗布部の水切りを十分行い,付着効率を上げるようにすること。
④熱間圧延の場合,カミ込み時のスリップの問題がありますが,圧延中のみの給油塗布ON-OFFでコントロールすることが必要です。
以上に留意して塗布することが大切です。
5.管理技術について
まず,被圧延材の材質・形状やロール材質圧延条件等により適用熱間圧延油の要求性能が異なるため,また,操業性やコスト,廃水 処理性等も考慮して最適油剤を選定することが重要です。その油剤を前記の設備・使用方法にて適用し,日常の管理と定期的な設備点検を行うことが大切である と考えます。
日常管理としては設定給油量・濃度が正常に出ているかをノズルまたはその手前で確認し,ロールの必要個所に付着しているかを確認することです。また,定 期修理時等にはノズル詰まりやフィルタ汚れ,計器類の正常作動を確認し,異常があればただちに処置することです。必要に応じて配管は蒸気洗浄し,常に目詰 まりのない状態で使用することが大切です。
Q3 最近の熱間圧延油の動向について教えて下さい。
鋼板熱間圧延ではハイスロールが定着・拡大し,それに対応した油剤が使用され,また,高R値鋼板圧延や鋼板・形鋼・管のSUS 材圧延のように油剤への要求がますます高度になり,高コストではありますが性能重視のため,添加剤そのものをベースにした油剤も使用されています。他方で は油剤の低コスト化の要求も高くなり用途に応じて使い分けをしています。また,排水処理・燃焼ガス等の環境汚染の問題もISO対応でますます厳しくなり, 環境汚染に影響しない添加剤を使用した熱間圧延油が前提条件となって来ていると考えます。
歡迎來到Bewise Inc.的世界,首先恭喜您來到這接受新的資訊讓產業更有競爭力,我們是提供專業刀具製造商,應對客戶高品質的刀具需求,我們可以協助客戶滿足您對產業的不同要求,我們有能力達到非常卓越的客戶需求品質,這是現有相關技術無法比擬的,我們成功的滿足了各行各業的要求,包括:精密HSS DIN切削刀具、協助客戶設計刀具流程、DIN or JIS 鎢鋼切削刀具設計、NAS986 NAS965 NAS897 NAS937orNAS907 航太切削刀具,NAS航太刀具設計、超高硬度的切削刀具、醫療配件刀具設計、汽車業刀具設計、電子產業鑽石刀具、木工產業鑽石刀具等等。我們的產品涵蓋了從民生刀具到工業級的刀具設計;從微細刀具到大型刀具;從小型生產到大型量產;全自動整合;我們的技術可提供您連續生產的效能,我們整體的服務及卓越的技術,恭迎您親自體驗!!
BW Bewise Inc. Willy Chen willy@tool-tool.com bw@tool-tool.com www.tool-tool.com skype:willy_chen_bw mobile:0937-618-190 Head &Administration Office No.13,Shiang Shang 2nd St., West Chiu Taichung,Taiwan 40356 http://www.tool-tool..com / FAX:+886 4 2471 4839 N.Branch 5F,No.460,Fu Shin North Rd.,Taipei,Taiwan S.Branch No.24,Sec.1,Chia Pu East Rd.,Taipao City,Chiayi Hsien,Taiwan
Welcome to BW tool world! We are an experienced tool maker specialized in cutting tools. We focus on what you need and endeavor to research the best cutter to satisfy users’ demand. Our customers involve wide range of industries, like mold & die, aerospace, electronic, machinery, etc. We are professional expert in cutting field. We would like to solve every problem from you. Please feel free to contact us, its our pleasure to serve for you. BW product including: cutting tool、aerospace tool .HSS DIN Cutting tool、Carbide end mills、Carbide cutting tool、NAS Cutting tool、NAS986 NAS965 NAS897 NAS937orNAS907 Cutting Tools,Carbide end mill、disc milling cutter,Aerospace cutting tool、hss drill’Фрезеры’Carbide drill、High speed steel、Milling cutter、CVDD(Chemical Vapor Deposition Diamond )’PCBN (Polycrystalline Cubic Boron Nitride) ’Core drill、Tapered end mills、CVD Diamond Tools Inserts’PCD Edge-Beveling Cutter(Golden Finger’PCD V-Cutter’PCD Wood tools’PCD Cutting tools’PCD Circular Saw Blade’PVDD End Mills’diamond tool ‘Single Crystal Diamond ‘Metric end mills、Miniature end mills、Специальные режущие инструменты ‘Пустотелое сверло ‘Pilot reamer、Fraises’Fresas con mango’ PCD (Polycrystalline diamond) ‘Frese’Electronics cutter、Step drill、Metal cutting saw、Double margin drill、Gun barrel、Angle milling cutter、Carbide burrs、Carbide tipped cutter、Chamfering tool、IC card engraving cutter、Side cutter、NAS tool、DIN or JIS tool、Special tool、Metal slitting saws、Shell end mills、Side and face milling cutters、Side chip clearance saws、Long end mills、Stub roughing end mills、Dovetail milling cutters、Carbide slot drills、Carbide torus cutters、Angel carbide end mills、Carbide torus cutters、Carbide ball-nosed slot drills、Mould cutter、Tool manufacturer.
ようこそBewise Inc.の世界へお越し下さいませ、先ず御目出度たいのは新たな
情報を受け取って頂き、もっと各産業に競争力プラス展開。
弊社は専門なエンド・ミルの製造メーカーで、客先に色んな分野のニーズ、
豊富なパリエーションを満足させ、特にハイテク品質要求にサポート致します。
弊社は各領域に供給できる内容は:
(3)鎢鋼エンド・ミル設計
(4)航空エンド・ミル設計
(5)超高硬度エンド・ミル
(7)医療用品エンド・ミル設計
弊社の製品の供給調達機能は:
(4)オートメーション整備調達
弊社の全般供給体制及び技術自慢の総合専門製造メーカーに貴方のご体験を御待ちしております。
BW специализируется в научных исследованиях и разработках, и снабжаем самым высокотехнологичным карбидовым материалом для поставки режущих / фрезеровочных инструментов для почвы, воздушного пространства и электронной индустрии. В нашу основную продукцию входит твердый карбид / быстрорежущая сталь, а также двигатели, микроэлектрические дрели, IC картонорезальные машины, фрезы для гравирования, режущие пилы, фрезеры-расширители, фрезеры-расширители с резцом, дрели, резаки форм для шлицевого вала / звездочки роликовой цепи, и специальные нано инструменты. Пожалуйста, посетите сайт www.tool-tool.com для получения большей информации.
BW is specialized in R&D and sourcing the most advanced carbide material with high-tech coating to supply cutting / milling tool for mould & die, aero space and electronic industry. Our main products include solid carbide / HSS end mills, micro electronic drill, IC card cutter, engraving cutter, shell end mills, cutting saw, reamer, thread reamer, leading drill, involute gear cutter for spur wheel, rack and worm milling cutter, thread milling cutter, form cutters for spline shaft/roller chain sprocket, and special tool, with nano grade. Please visit our web www.tool-tool.com for more info.
沒有留言:
張貼留言