
Bewise Inc. www.tool-tool.com Reference source from the internet.
第二話では〈熱力学〉における〈仕事〉について考えてきました.いよいよ熱力学の偉大なる法則の一つである〈熱力学の第一法則〉について考えていくことにしょう.
■3-1〈熱〉と〈仕事〉をつなぐ実験〈ジュールの実験〉
ジュール(Joule)は実験により〈熱量〉と〈仕事〉の関係を初めて求めています.後の正確な測定では1kcal=4.1868kJと定められています.
図3.1 ジュールの実験
ジュールは図3.1に示されるような有名な実験を行っています.この実験の概要を以下に述べます.断熱壁に覆われた円筒容器にm[kg]の水を入れ,その中に回転できる羽根車が設置されています.この羽根車の軸に取り付けられたプーリ1に巻かれた糸の端はプーリ2を介して,質量M[kg]のおもりに結ばれています.このおもりがx[m]だけ落下したとしましょう.そのとき,糸はプーリ1を介して,羽根車を回します.この羽根車の回転によって水は撹拌され,摩擦熱が発生し,水温が上昇します.この温
度上昇Δt[℃]は容器内に挿入された温度計で測定されます.
このとき,おもりがなした〈仕事〉はMgx[J],水が受け取った〈熱量〉はcmΔt= mΔt [kcal]であることから,1kcal=Mgx/mΔt [J]の関係が得られます.ここに,cは水の比熱で,c=1kcal/(kgK)で与えられます.この関係を熱の仕熱当量といい,1J= mΔt/Mgx [kcal]の関係を仕事の熱当量といいます.
以上のことを踏まえ,「〈仕事〉も〈熱〉もエネルギーの一形態であり,〈仕事〉から〈熱〉に,また逆に〈熱〉から〈仕事〉に相互に変換される.」なる法則が導かれています.これが〈熱力学の第一法則〉なのです.
■3-2〈エネルギー保存則〉
第一話で,ピストンとシリンダによって構成された〈境界面〉によって閉じこめられた混合気や燃焼ガス(物質)を熱力学では〈系〉と呼んでいることを説明しました.図3.2に示すように,系の外側を〈周囲〉と呼んでいます.境界面は固定面でも可動面でもかまいません.この境界面を通して物質の出入りがない場合の〈閉じた系〉と,物質の出入りがある場合の〈開いた系〉に関する具体例を第二話で説明しました.
この図に示すように,エネルギーE1が〈系〉へ入り,エネルギーE2が〈系〉から出ている場合,両者の差が系内部のエネルギーの増加分ΔUとなります.すなわち,この関係は次式で与えられます.
ΔU=E1-E2 (3.1)
この関係がエネルギー保存則です.ここで,Uは〈系〉の内部エネルギーと呼ばれ,〈系〉の物質分子一つ一つの直進運動,回転運動,振動等の運動エネルギーと位置
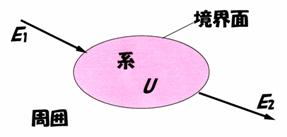
図3.2 エネルギー保存則の概念
エネルギーの総和で与えられます.
式(3.1)は,〈系〉の内部エネルギーが,〈周囲〉との間にエネルギー交換が無ければ,一定で変化せず,エネルギー交換があれば,出入りしたエネルギーの差だけ増えたり,減ったりすることを意味しています.
〈周囲〉との間でエネルギー交換があれば,〈系〉の温度とか圧力とかいった状態は変化します.〈系〉の状態が1から2に変化した場合,熱や仕事はエネルギーの加えられ方によって異なる値を取りますが,温度や圧力などの状態量は各状態だけで決まる値を取り,状態変化の経路とは無関係です.
その状態量には第二話で出てきたように,〈圧力〉,〈絶対温度〉および〈体積〉が代表格ですが,それ以外に〈内部エネルギー〉,〈エンタルピー〉,〈エントロピー〉などがあります.これらの内,〈圧力〉と〈絶対温度〉は系内の物質の質量とは無関係ですが,〈体積〉,〈内部エネルギー〉,〈エンタルピー〉,〈エントロピー〉はその質量に関係し,これらの変数はすべて大文字で表します.さらに質量に関係する状態量を,質量で割ったものをそれぞれ〈比体積〉,〈比内部エネルギー〉,〈比エンタルピー〉,〈比エントロピー〉と呼んでおり,こちらの方をは小文字で表します.
系がある状態1から次の状態2へ変化した場合,状態量の変化は各状態間の状態量の差で表すことができます.例えば圧力変化は次式のように表現できます.
2
∫ dP = P2-P1 (3.2)
1
しかし,熱量や仕事量の変化は状態変化の経路に依存するために,以下のような表し方をしています.
2
∫ dQ = Q12
1
2
∫ dL = L12
1
このQ12およびL12がそれぞれ,状態変化の過程で系が外部から受けた全熱量および外部へなした全仕事量を示しています.既に,第二話で説明したように,L12には絶対仕事Lと工業仕事Ltがあります.
■3-3 〈内部エネルギー〉
ここで,図3.3に示されるように,気体がピストンとシリンダで構成される空間に閉じこめられている場合すなわち〈閉じた系〉を考えてみましょう.境界面はシリンダ内壁面とピストンの内面によって構成されます.しかし,ピストンが動けばシリンダ内壁面積は拡大もしくは縮小することになります.そこでこの移動する境界面(ピストン内面)を介してのエネルギーの出入りについて考えましょう.始めの状態1から終わりの状態2まで変化する間に,この系に周囲(外部)から加えられた熱量をQ12,系がピストンを介して周囲になした仕事をLとします.この状態変化において,Q12とLとの差Q12-Lはエネルギー保存則より系の内部エネルギーの増加量U2-U1に等しくなります.すなわち,
U2-U1 = Q12 -L
変形すると,
Q12 = U2-U1 +L [J] (3.3)
この式(3.3)が,閉じた系の熱力学の第一法則と呼ばれています.
この考え方を系の状態の微少変化に適用してみましょう.すると微小変化の間に系に加えられた熱量dQ,外部になした仕事dLおよび内部エネルギーの増加量dUの間に以下のような微分形の熱力学の第一法則が導かれます.
dQ = dU +dL [J] (3.4)
ここで,式(2.5)の関係,dL=PdVが成り立つことより,式(3.4)は次式のよう
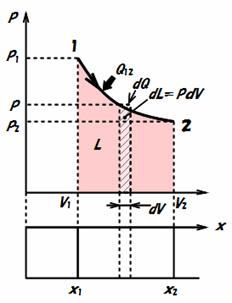
図3.3 閉じた系
に書き換えられ,熱力学の第一基礎式とも呼ばれています.
dQ = dU +PdV [J] (3.5)
系内の気体1kg当たりについて考えるときは以下のように質量で割る形になるので前述のように小文字で書きます.
dq = du +Pdv [J/kg] (3.6)
熱力学の第一法則においては,系に加えられる熱量を正,系から外に捨てられる熱量を負,また系から周囲になした仕事を正,周囲から系になされた仕事を負としています.
■3-4 〈エンタルピー〉
次に,図3.4のようにヘッド部に吸入弁Aと吐出弁Bを有するシリンダとピストンで構成されている開いた系について考えましょう.この系に流入する気体と系から流出する気体の運動エネルギーの差と位置エネルギーの差が無視できるほど小さく,各物性地が時間的に変化しないものとします.
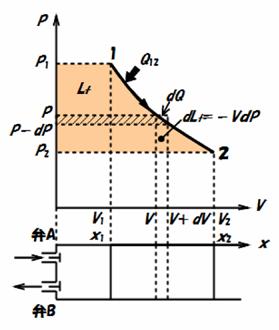
図3.4 開いた系
まず,吐出弁Bが閉じ,吸入弁Aが開き,圧力P1で体積V1の気体が流入し,ピストンが始めの位置(x=0)からx1の位置まで移動したとします.このとき,系に流入したエネルギーは流体の保有する内部エネルギーU1と圧力P1でピストン(断面積A)をx1の位置まで移動させるに必要な仕事P1Ax1=P1 V1との和で与えられます.一方,この系から流出するエネルギーはピストンが外部(周囲)になす仕事はP1Ax1=P1 V1となります.
0→x1の過程で系に蓄積されるエネルギー=U1+P1 V1-P1 V1
次に,吸入弁Aを閉じて,ピストンがx2の位置まで移動したとすると,系内の気体の体積はV1からV2まで膨張したことになります.この過程でのエネルギーの出入りは,系に流入するエネルギーすなわち系に加えられる熱量Q12だけで,系から流出するエネルギーは系がピストンを介して外部になす仕事Lの他にはありません.
x1→x2の過程で系に蓄積されるエネルギー=Q12-L
続いて,吐出弁Bが開いて,圧力P2で体積V2の気体が流出し,ピストンが元の位置まで戻ったとします.このとき,系に流入するエネルギーはピストンを介して外部からなされる仕事P2Ax2=P2 V2だけになります.一方,系から流出するエネルギーは流体の保有する内部エネルギーU2と圧力P2で断面積Aのピストンをx2移動させ,元の位置に戻すに必要な仕事P2Ax2=P2 V2との和で与えられます.
x2→0の過程で系から流出するエネルギー=U2+P2 V2-P2 V2
時間的に変化しない状態(定常状態)において,流入するエネルギーの総和と流出するエネルギーの総和は等しくならなくてはならないことから,以下の関係が成り立ちます.
(U1+P1V1)+Q12+P2V2=P1V1+L+(U2+P2V2) [J] (3.7)
式(3.7)中に流体の出入りに伴い(U+PV)の項が現れるゆえ,以下の様に表現されます.
H=U+PV [J] (3.8)
新しく定義される物理量Hを〈エンタルピー〉と称しています.エンタルピーは式(3.8)が示すように,流体の保有する内部エネルギーと圧力Pの流体が体積Vを占めるための力学的な仕事の和であり,開いた系における流体の持つ全エネルギーと考えることができます.
流体1kg当たりのエンタルピーを〈比エンタルピー〉と呼び,小文字のh(=H/m)で表します.
h=u+Pv [J/kg] (3.9)
このエンタルピーを用いて式(3.7)は次式のように書き換えられます.
H1+Q12+P2V2=P1V1+L+H2 [J]
さらに,以下のように書くことができます.
Q 12=(H2-H1) -(P2V2-P1V1)+L [J] (3.10)
ここで,式(2.10)より,Lt=L-(P2V2-P1V1) であることから,以下のように書けます.
Q 12=(H2-H1) -Lt [J] (3.11)
流体1kg当たりで表現すると次式のようになります.
q 12=(h2-h1) -lt [J/kg] (3.12)
ところで,系の微小変化を表す微分形では次式のように表現できます.
dQ=dH-dLt=dH-VdP [J] (3.13)
dq=dh-dlt=dh-vdP [J/kg] (3.14)
これらの式は開いた系の熱力学の第一法則であり,熱力学の第二基礎式と呼ばれています.
ところで,等圧変化は熱力学の第二基礎式(式(3.5))で次式のように表せます.
dQ=dU+PdV [J]
これに対して,熱力学の第二基礎式(式(3. 13))では次式のように書けます.
dQ=dH [J] (3.15)
すなわち,等圧変化の場合はエンタルピーを用いて表せば式が簡単になります.
予告編 〈理想気体〉
第三話では〈熱〉と〈仕事〉の関係,〈エネルギー保存則〉,〈内部エネルギー〉および〈エンタルピー〉といった熱力学的な専門用語の定義をした上で,〈熱力学〉における重要な法則の一つである〈熱力学の第一法則〉について考えてきました.次回は〈理想気体〉の状態方程式,比熱および混合気体の性質等について考えて行きましょう.
歡迎來到Bewise Inc.的世界,首先恭喜您來到這接受新的資訊讓產業更有競爭力,我們是提供專業刀具製造商,應對客戶高品質的刀具需求,我們可以協助客戶滿足您對產業的不同要求,我們有能力達到非常卓越的客戶需求品質,這是現有相關技術無法比擬的,我們成功的滿足了各行各業的要求,包括:精密HSS DIN切削刀具、協助客戶設計刀具流程、DIN or JIS 鎢鋼切削刀具設計、NAS986 NAS965 NAS897 NAS937orNAS907 航太切削刀具,NAS航太刀具設計、超高硬度的切削刀具、醫療配件刀具設計、複合式再研磨機、PCD地板專用企口鑽石組合刀具、粉末造粒成型機、主機版專用頂級電桿、PCD V-Cut刀、捨棄式圓鋸片組、粉末成型機、主機版專用頂級電感、’汽車業刀具設計、電子產業鑽石刀具、木工工業用圓鋸片、木工產業鑽石刀具、銑刀與切斷複合再研磨機、銑刀與鑽頭複合再研磨機、銑刀與螺絲攻複合再研磨機等等。我們的產品涵蓋了從民生刀具到工業級的刀具設計;從微細刀具到大型刀具;從小型生產到大型量產;全自動整合;我們的技術可提供您連續生產的效能,我們整體的服務及卓越的技術,恭迎您親自體驗!!
BW Bewise Inc. Willy Chen willy@tool-tool.com bw@tool-tool.com www.tool-tool.com skype:willy_chen_bw mobile:0937-618-190 Head &Administration Office No.13,Shiang Shang 2nd St., West Chiu Taichung,Taiwan 40356 http://www.tool-tool.com / FAX:+886 4 2471 4839 N.Branch 5F,No.460,Fu Shin North Rd.,Taipei,Taiwan S.Branch No.24,Sec.1,Chia Pu East Rd.,Taipao City,Chiayi Hsien,Taiwan
Welcome to BW tool world! We are an experienced tool maker specialized in cutting tools. We focus on what you need and endeavor to research the best cutter to satisfy users’ demand. Our customers involve wide range of industries, like mold & die, aerospace, electronic, machinery, etc. We are professional expert in cutting field. We would like to solve every problem from you. Please feel free to contact us, its our pleasure to serve for you. BW product including: cutting tool、aerospace tool .HSS DIN Cutting tool、Carbide end mills、Carbide cutting tool、NAS Cutting tool、NAS986 NAS965 NAS897 NAS937orNAS907 Cutting Tools,Carbide end mill、disc milling cutter,Aerospace cutting tool、hss drill’Фрезеры’Carbide drill、High speed steel、Compound Sharpener’Milling cutter、INDUCTORS FOR PCD’CVDD(Chemical Vapor Deposition Diamond )’PCBN (Polycrystalline Cubic Boron Nitride) ’Core drill、Tapered end mills、CVD Diamond Tools Inserts’PCD Edge-Beveling Cutter(Golden Finger’PCD V-Cutter’PCD Wood tools’PCD Cutting tools’PCD Circular Saw Blade’PVDD End Mills’diamond tool. INDUCTORS FOR PCD . POWDER FORMING MACHINE ‘Single Crystal Diamond ‘Metric end mills、Miniature end mills、Специальные режущие инструменты ‘Пустотелое сверло ‘Pilot reamer、Fraises’Fresas con mango’ PCD (Polycrystalline diamond) ‘Frese’POWDER FORMING MACHINE’Electronics cutter、Step drill、Metal cutting saw、Double margin drill、Gun barrel、Angle milling cutter、Carbide burrs、Carbide tipped cutter、Chamfering tool、IC card engraving cutter、Side cutter、Staple Cutter’PCD diamond cutter specialized in grooving floors’V-Cut PCD Circular Diamond Tipped Saw Blade with Indexable Insert’ PCD Diamond Tool’ Saw Blade with Indexable Insert’NAS tool、DIN or JIS tool、Special tool、Metal slitting saws、Shell end mills、Side and face milling cutters、Side chip clearance saws、Long end mills’end mill grinder’drill grinder’sharpener、Stub roughing end mills、Dovetail milling cutters、Carbide slot drills、Carbide torus cutters、Angel carbide end mills、Carbide torus cutters、Carbide ball-nosed slot drills、Mould cutter、Tool manufacturer.
ようこそBewise Inc.の世界へお越し下さいませ、先ず御目出度たいのは新たな
情報を受け取って頂き、もっと各産業に競争力プラス展開。
弊社は専門なエンド・ミルの製造メーカーで、客先に色んな分野のニーズ、
豊富なパリエーションを満足させ、特にハイテク品質要求にサポート致します。
弊社は各領域に供給できる内容は:
(3)鎢鋼エンド・ミル設計
(4)航空エンド・ミル設計
(5)超高硬度エンド・ミル
(7)医療用品エンド・ミル設計
弊社の製品の供給調達機能は:
(4)オートメーション整備調達
弊社の全般供給体制及び技術自慢の総合専門製造メーカーに貴方のご体験を御待ちしております。
Bewise Inc. talaşlı imalat sanayinde en fazla kullanılan ve üç eksende (x,y,z) talaş kaldırabilen freze takımlarından olan Parmak Freze imalatçısıdır. Çok geniş ürün yelpazesine sahip olan firmanın başlıca ürünlerini Karbür Parmak Frezeler, Kalıpçı Frezeleri, Kaba Talaş Frezeleri, Konik Alın Frezeler, Köşe Radyüs Frezeler, İki Ağızlı Kısa ve Uzun Küresel Frezeler, İç Bükey Frezeler vb. şeklinde sıralayabiliriz.
BW специализируется в научных исследованиях и разработках, и снабжаем самым высокотехнологичным карбидовым материалом для поставки режущих / фрезеровочных инструментов для почвы, воздушного пространства и электронной индустрии. В нашу основную продукцию входит твердый карбид / быстрорежущая сталь, а также двигатели, микроэлектрические дрели, IC картонорезальные машины, фрезы для гравирования, режущие пилы, фрезеры-расширители, фрезеры-расширители с резцом, дрели, резаки форм для шлицевого вала / звездочки роликовой цепи, и специальные нано инструменты. Пожалуйста, посетите сайт www.tool-tool.com для получения большей информации.
BW is specialized in R&D and sourcing the most advanced carbide material with high-tech coating to supply cutting / milling tool for mould & die, aero space and electronic industry. Our main products include solid carbide / HSS end mills, micro electronic drill, IC card cutter, engraving cutter, shell end mills, cutting saw, reamer, thread reamer, leading drill, involute gear cutter for spur wheel, rack and worm milling cutter, thread milling cutter, form cutters for spline shaft/roller chain sprocket, and special tool, with nano grade. Please visit our web www.tool-tool.com for more info.
沒有留言:
張貼留言