
立銑刀的再研磨流程
http://tw.tool-tool.com/news/201510/regrinding-end-mill/

磨齒背後面
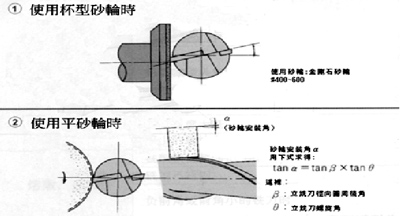
磨前面(刃內面)

磨端面切削刃

磨底刃後面

再研磨注意事項:
- 使用鑯焊立銑刀及整體立銑刀,在相當上述流程的A、B狀況時,請盡早進行再研磨,當刀具有顯著損傷後,不僅再研磨量大,而且再研磨後的刀具壽命要降低。
- 再研磨時請一定要使用金剛砂輪
- 齒前後角為18~10小直徑方面要大些。另外,在鋁合金加工時也要設定得大一些。
- 使用塗層立銑刀時,能否採用上述流程中C部分的再研磨。請結合實際情況進行研究,在此種方式中,不僅其切削刃部分的後面和前面都殘留有塗層,切削刃長長度變短,剛性也提高了,所以再研磨後的刀具壽命比再研磨前還要長。
- 再研磨後,請在V型台上檢測外圓切削刃(及底刃)的跳動,如果其跳動在0.001mm以內就是合格的。
- 球頭立銑刀的再研磨可以只再研磨後面,半徑減小。
- 球頭立銑刀的再研磨再研磨後必須將刀尖進行鈍化(強化)處理。
資料來源:網路彙整
沒有留言:
張貼留言